Ein Prozess, auf den das besonders zutrifft ist die Flammensprühpyrolyse: Aufgrund der notwendigen Ressourcen zum Bau und der Unterhaltung einer Anlage, die über den Labormaßstab hinausgeht, sind die Möglichkeiten zur Skalierung begrenzt und eine Weiterführung oft unattraktiv. Die wenigen bestehenden Anlagen sind weder für kleinere Mengen oder Entwicklungsprojekte geeignet, noch stünden sie zur Verfügung.
Eine Möglichkeit, dieses Scale-up durchzuführen, ist unser Pulsationsreaktor. Er kann die Lücke zwischen einer Flammensprühpyrolyse im Labor und dem Mio. Tonnen Produktionsmaßstab schließen. Verfügbar in unterschiedlichen Größen für Versuche und kleine Produktionen ist er vielseitig und flexibel einsetzbar.
Flammensprühpyrolyse
Im Flammensprühpyrolyse-Reaktor wird eine brennbare Lösung – der Precursor – versprüht und mithilfe einer unterstützenden Flamme entzündet – es kommt zur Bildung von Partikeln, die mithilfe einem über der Flamme befindlichen Filter aufgefangen werden. Typische Prozessparameter in der Flammensprühpyrolyse sind das Verhältnis von Sauerstoff zu Brennstoff, der Dispersionsdruck, die Verweilzeit sowie die Durchsatzrate.
Üblicherweise findet die Flammensprühpyrolyse neuer Materialien im universitären Umfeld ihre Anwendung, daher existiert meist kaum eine Möglichkeit der Durchsatzsteigerung, trotz interessanter Entwicklungspotentiale.
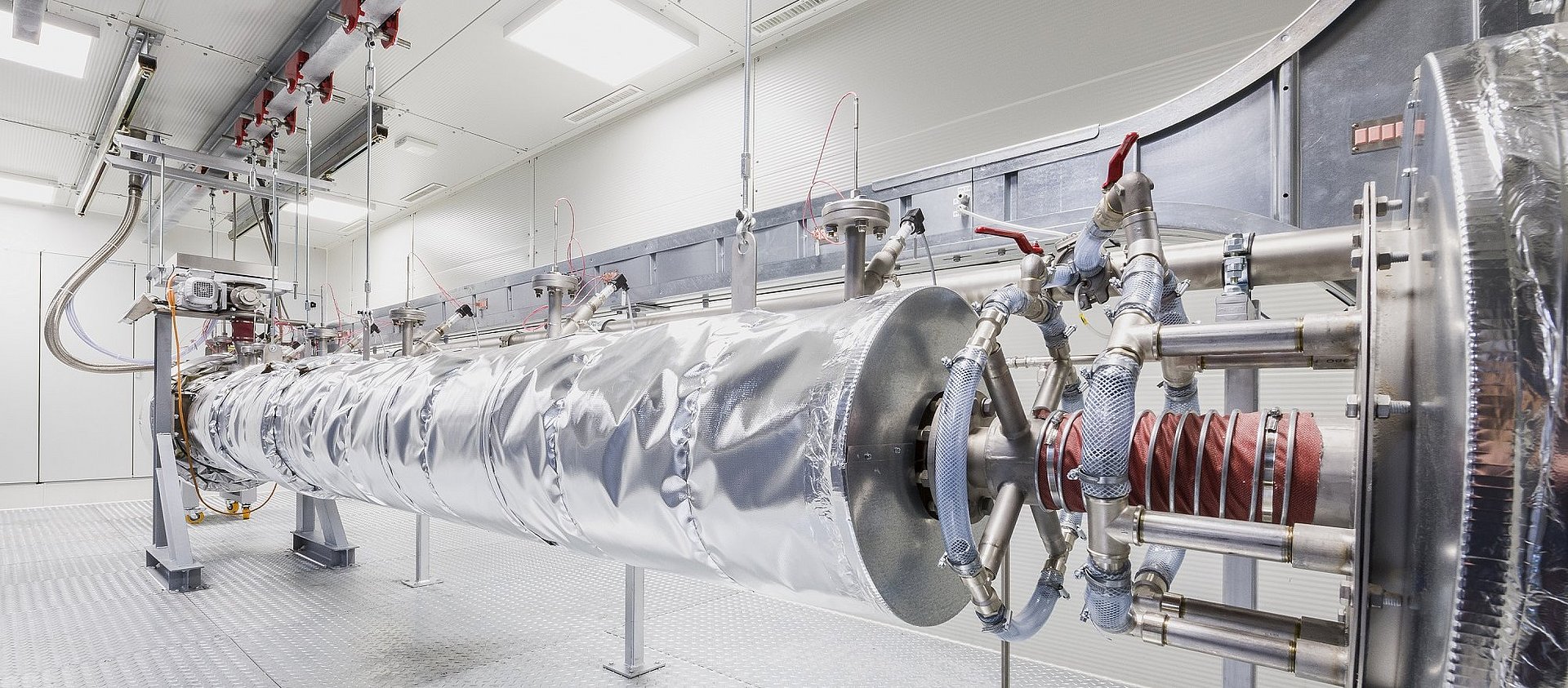
Pulsationsreaktor
Eine Möglichkeit, die Kluft der Skalierung von Systemen zu überwinden, die in der Flammensprühpyrolyse entwickelt wurden, stellt der Pulsationsreaktor dar.
Der Pulsationsreaktor ist ein Flugstrom-Reaktor, der auf einer pulsierenden Flamme beruht: Die Materialbehandlung erfolgt in einem pulsierenden Heißgasstrom mit sehr kurzen Verweilzeiten von unter einer Sekunde bis hin zu wenigen Sekunden bei Behandlungstemperaturen zwischen 250 bis 1.300 °C. Die Materialaufgabe kann in Form von Lösungen, Suspensionen und Pulvern erfolgen. Haupt-Prozessparameter sind die Behandlungstemperatur, Durchsatzrate, Verweilzeit, Druckamplitude und die Frequenz der Schwingung.
Bei IBU-tec steht eine große Auswahl an Pulsationsreaktoren in unterschiedlichen Größen zur Verfügung – von der Pilotanlage bis hin zum Produktionsmaßstab.
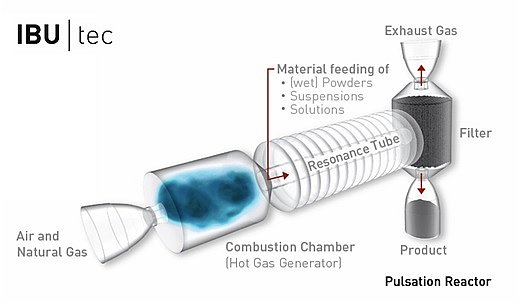
Funktionsprinzip Pulsationsreaktor
In der Brennkammer wird ein Gasgemisch entzündet. Der entstandene Überdruck entlädt sich in Richtung des Resonanzrohres. Die Trägheit des ausströmenden Gasstromes lässt kurzeitig einen Unterdruck in der Brennkammer entstehen, durch den neuer Brennstoff angesaugt wird, welcher sich entzündet und den Zyklus von neuem startet. Abhängig von den Parametern und dem Design der Anlage ist diese zyklische Verbrennung der Ursprung der zugrundeliegenden Frequenz der Anlage, welche zwischen 1 und 500 Hz liegt. Das Rohmaterial wird am Anfang des Resonanzrohres eingebracht. Nach der Behandlung wird der Luftstrom durch Zuführung eines Kühlgases heruntergekühlt, bevor die Partikel mit einem Zyklon oder Abgasfilter separiert werden. [1]
Ein Vorteil des pulsierenden Gasstroms ist das homogene Strömungsprofil, welches eine sehr enge Verteilung der Bedingungen hervorruft, unter denen das Material behandelt wird. Zusammen mit der kurzen Verweilzeit und der exakten Ansteuerung der Behandlungstemperatur werden so homogene Produkteigenschaften ermöglicht.
Flammensprühpyrolyse vs. Pulsationsreaktor
Während die erreichbaren Temperaturen in der Flammensprühpyrolyse größer und die Verweilzeiten weitaus kürzer sind als im Pulsationsreaktor, bietet dieser eine deutlich größere Flexibilität bei den behandelbaren Materialien. Im Pulsationsreaktor werden heute Durchsätze von bis zu 100 kg pro Stunde erreicht und deutlich mehr ist realisierbar: Genug, um wirtschaftlich relevante Materialmengen bereitstellen zu können.
| Labor-Flammensprühpyrolyse | Pulsationsreaktor | |
|---|---|---|
| Temperatur | Bis zu 3.000 °C | 250 – 1.000 °C in der Behandlungszone (2.000 °C in der Flamme) |
| Verweilzeit | 1 – 100 ms | 200 – 2000 ms in der Behandlungszone |
| Ausgangsmaterial | Entflammbare Lösung | Entflammbare und nicht-entflammbare Lösung, Suspensionen, Pulver und Feuchtpulver |
| Produktcharakteristika | Hohes SSA, kristallin, Nanopartikel | Hohes SSA, kristallin bis amorph, nano- bis mikroskalig |
| Durchsatz | ~ 0,5 kg/h | 0,5 – 100 kg/h |
Transfer und Scale-up der Flammensprühpyrolyse
Die Herausforderung besteht im Transfer der Prozesse, die in der Flammensprühpyrolyse entwickelt wurden, auf den Produktionsmaßstab im Pulsationsreaktor. Das ist uns im Kundenauftrag am Beispiel eines Zirconiumoxids gelungen.
Das Aufgabematerial bestand aus einer Zirconium(IV) Lösung. Zuerst wurde der Prozess im Labormaßstab mit einer Flammensprühpyrolyse realisiert. Nachdem die gesuchten Produkteigenschaften erreicht waren, übertrugen wir den Prozess auf den Pulsationsreaktor, wodurch der Produktionsmaßstab erreicht werden konnte.
Der Materialanteil in der Aufgabelösung konnte erhöht, die Aufgabemenge sogar um das 13-fache gesteigert werden, sodass schlussendlich ein Durchsatz der 20-fachen Menge im Vergleich zur Flammensprühpyrolyse realisiert wurde. Die Produkteigenschaften in unserer Pilotanlage waren im selben Bereich wie das Vergleichsmaterial aus der FSP, mit leicht höherer SSA und leicht niedrigerem Rest-Kohlenstoffgehalt. Die Kristallstrukturen waren ebenfalls vergleichbar, bei einer etwas kleineren Partikelgröße und sehr ähnlicher Morphologie auf SEM- und TEM-Bildern.
Fazit
Neben den schon bekannten Vorteilen in der Produktion nanoskaliger Pulver mit sehr spezifischen und nur über den Pulsationsreaktor erreichbaren Eigenschaften zeigt diese Studie, dass zusätzlich auch die Übertragung von Flammensprühpyrolyse-Prozessen vom Labor- in den Produktionsmaßstab eine neue Möglichkeit für den Einsatz des Pulsationsreaktors bietet. Für Entwicklungsprojekte hochwertiger/innovativer Materialien eröffnet sich so eine Perspektive für die Bemusterung oder die wirtschaftliche Einführung. Auf größeren Pulsationsreaktoren ist eine weitere Erhöhung des Durchsatzes möglich.
Vertrieb
Christian Kühnert
Technical Sales
Telefon: +49 - 3643 8649 - 89
E-Mail: kuehnert(at)ibu-tec.de
Deutsch, Englisch
Dr. Toralf Rensch
Bereichsleiter Vertrieb & Technologie
Telefon: +49 - 3643 8649 - 37
E-Mail: rensch(at)ibu-tec.de
Deutsch, Englisch
Robert Süße
Sales, International
Telefon: +49 - 3643 8649 - 730
E-Mail: suesse(at)ibu-tec.de
Deutsch, Englisch
Dr. Stefan Schwarz
Abteilungsleiter Vertrieb LFP-Batteriematerialien
Telefon: +49 - 3643 8649 - 386
E-Mail: schwarz(at)ibu-tec.de
Deutsch, Englisch
Steffen Vogel
Sales, Engineering
Telefon: +49 - 3643 8649 - 40
E-Mail: vogel(at)ibu-tec.de
Deutsch, Englisch
[1] C. Hoffmann und M. Ommer: „Reaktoren für Fluid-Feststoff-Reaktionen: Pulsationsreaktoren,“ in Handbuch Chemische Reaktoren: Grundlagen und Anwendungen der Chemischen Reaktionstechnik, W. Reschetilowski, Hrsg., Berlin, Heidelberg: Springer Berlin Heidelberg, 2019, pp. 1-19. https://link.springer.com/referenceworkentry/10.1007/978-3-662-56444-8_50-1